
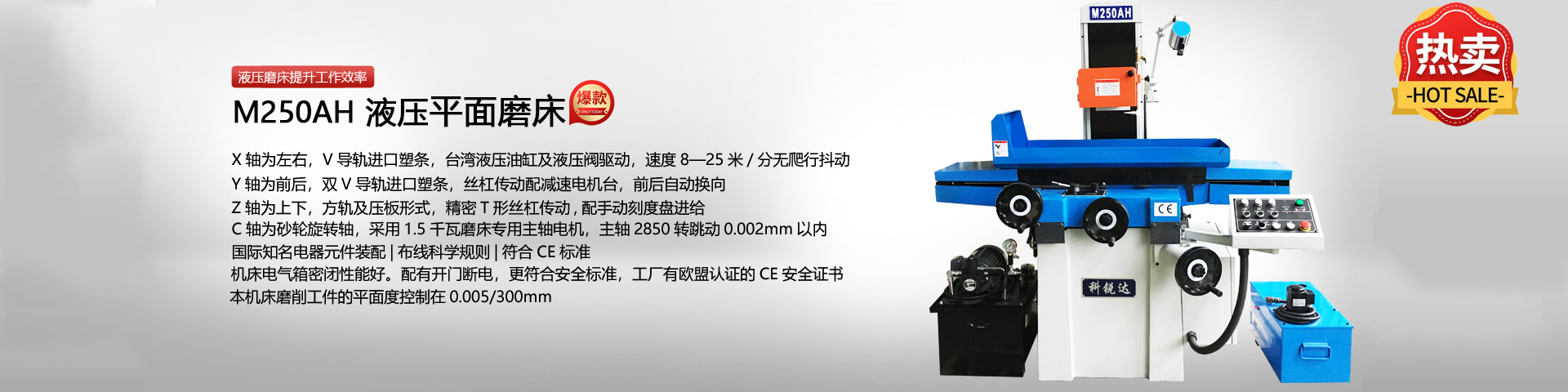


在外力的作用下使金屬坯料在模具內(nèi)產(chǎn)生塑性變形并充滿模膛(模具型腔)以獲bai得所需形狀和尺寸的鍛件的鍛造方法。大多數(shù)金屬是在熱態(tài)下模鍛的,所以模鍛也稱為熱模鍛。與自由鍛相比,模鍛能夠鍛出形狀更為復(fù)雜、尺寸比較準(zhǔn)確的鍛件,生產(chǎn)效率比較高,可以大量生產(chǎn)形狀和尺寸都基本相同的鍛件,便于隨后的切削加工過程采用自動(dòng)機(jī)床和自動(dòng)生產(chǎn)線。模鍛后的鍛件內(nèi)部形成帶有方向性的纖維組織,即流線。選定合理的模鍛工藝和模具,使流線的分布與零件的外形一致,可以顯著提高鍛件的機(jī)械性能。但模鍛需要專用的模具,模具必須用優(yōu)質(zhì)合金工具鋼制造,模膛形狀復(fù)雜,要求精度高,加工量大,生產(chǎn)周期長,價(jià)格昂貴。因此,模鍛一般適用于大批量生產(chǎn),或用于批量雖不大,但對(duì)鍛件的形狀和性能有較高要求的場合。
模鍛件的精度高,加工余量小加工余量的決定需要考慮模具的制造精度及其使用中的磨損、金屬的冷縮和表面氧化、金屬流動(dòng)和充填狀態(tài)、鍛造需要的斜度、圓角和鍛造偏差以及切削加工所需的余量等。在實(shí)際生產(chǎn)中,鍛件加工余量都按標(biāo)準(zhǔn)選用。使用特殊的精密鍛造工藝,嚴(yán)格控制鍛件的局部公差,不留切削加工余量,不再切削,是現(xiàn)代模鍛技術(shù)的發(fā)展方向之一。
模鍛通常按所用的設(shè)備分為錘模鍛、熱模鍛壓力機(jī)模鍛、螺旋壓力機(jī)模鍛、水壓機(jī)模鍛、平鍛機(jī)模鍛和電熱鐓等。
錘模鍛 在生產(chǎn)中應(yīng)用較廣泛鍛模分上下兩塊,分別固定在模鍛錘的錘頭和砧座上,靠錘頭上的上模向砧座上的下模打擊(無砧座模鍛錘是上下砧對(duì)擊)使鍛件成形。坯料常要經(jīng)過若干制坯工序,為此在鍛模上設(shè)有相應(yīng)的多個(gè)模膛。鍛造時(shí),先將坯料加熱到始鍛溫度(見鍛坯加熱)再由人工將鍛坯按工序移置于相應(yīng)的模膛中,接受鍛錘依次打擊,并在終鍛模膛中最后成形。典型的錘模鍛經(jīng)過6個(gè)工序(圖1[錘鍛模基本工序]中無鐓粗工序)。①鐓粗:用來減小坯料高度,增大橫截面積。②拔長:將坯料繞軸線翻轉(zhuǎn)并沿軸線送進(jìn),用來減小坯料局部截面,延長坯料長度。③滾壓:操作時(shí)只翻轉(zhuǎn)不送進(jìn),可使坯料局部截面聚集增大,并使整個(gè)坯料的外表圓渾光滑。④彎曲:用來改變坯料軸線形狀。⑤預(yù)鍛:改善鍛件成形條件,減少終鍛模膛的磨損。⑥終鍛:使鍛件最終成形,決定鍛件的形狀和精度。在終鍛模膛的四周開有飛邊槽。
模鍛錘的打擊速度快,沖擊能量較大,打擊的輕重可以由操作者隨意控制,所以對(duì)鍛件的適應(yīng)性好,可以鍛1千克以下到200千克左右的各種復(fù)雜形狀的鍛件,如發(fā)動(dòng)機(jī)連桿、曲軸、汽車萬向節(jié)、前梁和各種齒輪。錘模鍛的生產(chǎn)率高,設(shè)備投資少。缺點(diǎn)是振動(dòng)和噪音大,操作技術(shù)不太容易掌握,工人勞動(dòng)條件差,勞動(dòng)強(qiáng)度大。另外,模鍛錘一般沒有頂出裝置,鍛件需要較大的模鍛斜度,模具的壽命較低。
熱模鍛壓力機(jī)模鍛 熱模鍛壓力機(jī)一般是曲柄式機(jī)械壓力機(jī)。它的振動(dòng)和噪音比錘模鍛小,操作技術(shù)也比較容易掌握,生產(chǎn)率高,便于采用機(jī)械手實(shí)現(xiàn)自動(dòng)化生產(chǎn)。熱模鍛壓力機(jī)的剛性好,滑塊導(dǎo)向精度高,有鍛件頂出裝置,可以用較小的模鍛斜度。中國第二汽車制造廠的以120000千牛熱模鍛壓力機(jī)為主,配有輥鍛機(jī)、切邊壓力機(jī)、扭轉(zhuǎn)機(jī)、矯正壓力機(jī)、機(jī)械手和傳送裝置的自動(dòng)鍛造生產(chǎn)線,每小時(shí)可鍛汽車曲軸或前梁60~90根。熱模鍛壓力機(jī)的行程是固定的,不能代替輥鍛機(jī)或其他設(shè)備來完成相應(yīng)的制坯操作,也不能像鍛錘那樣利用沖擊慣量來成形鍛件。為了使鍛件充滿模膛,往往需要增加預(yù)鍛的次數(shù),使坯料在幾個(gè)模膛內(nèi)逐漸地接近鍛件形狀,因此模具的結(jié)構(gòu)比較復(fù)雜。熱模鍛壓力機(jī)模鍛適用于大批量生產(chǎn)。
螺旋壓力機(jī)模鍛 螺旋壓力機(jī)的特點(diǎn)是鍛錘沖擊慣量大,而且機(jī)械壓力機(jī)導(dǎo)向好,有頂出裝置,不需要蒸汽動(dòng)力,是比較萬能的模鍛設(shè)備。它只出少量飛邊,出模角很小,鍛后由頂桿將鍛件頂出。對(duì)于中小型鍛件的單模膛鍛造效果很好,特別是鐓鍛氣門、螺栓等帶桿零件的頭部。形狀復(fù)雜的鍛件可在其他設(shè)備上預(yù)先制坯,然后在螺旋壓力機(jī)上終鍛。
水壓機(jī)模鍛 水壓機(jī)的工作速度低,行程大,壓力高,并且可以調(diào)節(jié),有頂出裝置;如有需要還可以從幾個(gè)方向施加壓力(多向模鍛水壓機(jī))。巨型水壓機(jī)的壓力達(dá)到幾十萬千牛,工作平臺(tái)面積達(dá)幾十平方米。它適用于模鍛大型鋼、鈦合金、鋁合金和鎂合金鍛件,特別是大型航空鍛件,如飛機(jī)框架、起落架大梁。多向模鍛水壓機(jī)則適合于模鍛各種多空膛復(fù)雜鍛件,如高壓機(jī)殼、閥體和三叉、四叉管子接頭等(圖2 [多向模鍛示意])。
平鍛機(jī)模鍛 也稱平鍛,是鐓鍛長桿件、管件的頭部和用棒料制造帶通孔環(huán)形件的常用方法,如制造長軸的法蘭部分、軸承環(huán)等。圖3 [平鍛機(jī)模鍛件成形工序]為典型的平鍛機(jī)模鍛件成形工序。圖4 [平鍛模及其運(yùn)動(dòng)過程]為平鍛模及其運(yùn)動(dòng)過程。工作時(shí),活動(dòng)凹模移動(dòng),將端部已加熱的棒料夾住,然后由固定在主滑塊上的多工位凸模進(jìn)行鐓鍛,使金屬充滿模具的模膛。如果棒料的變形部分長度大于棒料直徑的3倍,則必須在預(yù)鍛、終鍛之前對(duì)棒料端部進(jìn)行一次或幾次聚積,避免鐓鍛時(shí)棒料彎曲或產(chǎn)生折疊。鍛通孔時(shí),先鍛出帶盲孔的鍛件,然后在沖頭穿孔時(shí)將鍛件與棒料分離。平鍛件一般不產(chǎn)生飛邊或只產(chǎn)生較小的飛邊,所以材料的利用率高,但需要將棒料夾住后鍛造,所以要求棒料有較小的直徑公差。
電熱鐓 對(duì)棒料端頭邊加熱邊施加壓力,使之鐓粗變形的模鍛工藝(圖5[電熱鐓粗])將棒料的一端通電,利用棒料本身的電阻進(jìn)行接觸加熱,同時(shí)對(duì)棒料的端部施加軸向壓力,使一端逐漸變熱變粗,直到充滿模膛和成形。這種方法將加熱和變形合并在一臺(tái)機(jī)械上同時(shí)進(jìn)行,所以成形好、效率高,主要用于內(nèi)燃機(jī)氣門的成形。
隨著技術(shù)的進(jìn)步,除了傳統(tǒng)的模鍛方法在不斷完善外,還出現(xiàn)了許多精密高速的模鍛新工藝和新設(shè)備。例如,用液壓螺旋壓力機(jī)精鍛汽輪機(jī)葉片,葉片表面只留少量的磨削余量;精密模鍛齒輪,齒形可以不再進(jìn)行機(jī)械加工;多工位自動(dòng)熱鐓機(jī)成形長棒料或成盤棒料被送進(jìn)、加熱、切成定長毛坯,然后在3~4個(gè)工位里成形。整個(gè)過程自動(dòng)進(jìn)行,每分鐘可鍛3千克左右的齒坯和軸承環(huán)坯40~70件。高速錘鍛造是用特殊設(shè)備進(jìn)行的模鍛。擠壓和冷鐓,廣義地說也屬于模鍛
熱沖壓般指除材料加工比厚材料沖孔、落料、彎曲等;熱鐓擠般指擠壓型像見工具扳手、螺釘帽、螺母類東西
版權(quán)所有:高密市祥明鍛壓機(jī)床有限公司|壓力機(jī),高密沖床,沖床配件,沖床維修 魯ICP備16049282號(hào)-1
公司地址:山東省高密市密水街道拒城河社區(qū) 電話:0536--2632260 0536-2633806 網(wǎng)址:www.www.youhui521.cn
 掃描訪問手機(jī)站
掃描訪問手機(jī)站
